Heat Pump Dryer
GTI Dryers is a leading Heat Pump Dryer manufacturer in India, specialising in industrial low-temperature drying systems for food processing, herbal products, pharmaceuticals, nutraceuticals, seafood, agricultural materials, and specialty industrial products.
Our industrial heat pump drying technology enables controlled moisture removal at low temperatures, ensuring that sensitive materials retain their nutritional value, aroma, colour, and structural integrity during dehydration.
Compared to traditional sun drying, hot air drying, or fuel-based dryers, a heat pump dryer system delivers:
significantly lower energy consumption
stable drying temperature
high moisture removal efficiency
uniform product quality
clean, enclosed drying conditions
These dryers are widely used for high-value agricultural and food products where product quality is critical.
GTI industrial dryers are engineered for continuous operation, energy efficiency, and long service life, making them ideal for commercial dehydration operations.

What is Heat Pump Drying?
Heat Pump Drying is a modern dehydration technology that combines controlled air circulation, moisture condensation, and heat recovery to remove moisture from products at low and stable temperatures.
Unlike conventional dryers that continuously exhaust hot air to the atmosphere, a heat pump dryer operates in a closed or semi-closed air loop. Moisture is extracted from the drying air through condensation, while the heat contained in the exhaust air is recovered and reused.
This process significantly reduces energy consumption while maintaining a gentle drying environment, which is essential for heat-sensitive materials such as:
herbs and medicinal plants
fruits and vegetables
tea and botanical products
seafood
specialty agricultural crops
Because the drying air is continuously dehumidified and reheated, the system can maintain precise drying conditions independent of outdoor climate or humidity levels.
Working Principle of a Heat Pump Dryer
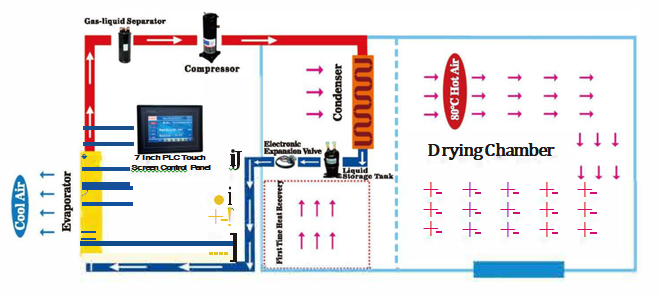
At the core of a heat pump dryer is the process of dehumidification and heat recovery, where moisture is removed from the drying air and the recovered heat is reused within the system. Instead of releasing hot air to the atmosphere like conventional dryers, the heat pump system recovers energy from the exhaust air and recycles it back into the drying chamber, significantly improving energy efficiency.
During operation, warm air absorbs moisture from the product inside the drying chamber. This humid air then passes through the evaporator, where it is cooled below its dew point, causing moisture to condense into water and drain out of the system. The refrigerant is compressed and reheated in the condenser, producing warm, dry air which is circulated back into the chamber.
This continuous cycle of dehumidification, reheating, and air recirculation allows products to dry efficiently at low and controlled temperatures, preserving product quality while minimizing energy consumption.
Advantages of Heat Pump Dryer Technology
Industrial heat pump drying systems provide highly efficient low-temperature dehydration for sensitive food, herbal, pharmaceutical, and agricultural products.
Key Benefits
Energy-efficient drying using heat recovery technology with high COP performance
Low temperature drying ideal for preserving nutrients, colour, aroma, and active compound
Consistent moisture removal through controlled temperature and humidity conditions
Excellent product quality retention with minimal shrinkage and structural damage
Reliable operation in high humidity climates where conventional drying becomes inefficient
Enclosed hygienic drying environment protecting products from dust, insects, and contamination
Reduced operating cost compared to electric heaters, gas dryers, or fuel-fired systems
Automated operation with PLC-based temperature and humidity control
Uniform drying performance through controlled airflow and recirculation
Suitable for a wide range of materials including food products, herbs, seafood, and specialty crops
Heat Pump Dryer Applications
Industrial heat pump dryers are used across multiple sectors where controlled low-temperature dehydration is required.
Food
Processing
fruits (mango, banana, apple, pineapple)
vegetables (onion, garlic, tomato, chilli)
coconut chips and slices
mushrooms
grains and seeds
Herbal & Medicinal Products
ginseng
ashwagandha roots
ganoderma mushrooms
chrysanthemum flower
botanical extracts
medicinal roots
Tea
Processing
black tea
herbal tea
flower tea
specialty tea products
Seafood Processing
fish
shrimp
squid
anchovy
sea cucumber
Agricultural Products
cassava
bamboo shoots
sweet potatoes
dried spices
chili and peppers
Industrial Materials
incense products
wood components
bamboo products
specialty chemical materials
Main Components of a Heat Pump Dryer System
- Drying chamber or insulated drying room
- Heat pump unit (evaporator, compressor, condenser, expansion valve)
- Air circulation fan / blower system
- Dehumidification and moisture condensation system
- Condensate drainage system
- Air distribution ducting and airflow control
- Product trays, racks, or trolley system
- PLC control panel with temperature and humidity monitoring

Designing an efficient drying system requires careful control of several process variables:
Drying Temperature
Typically between 30°C – 60°C, depending on product sensitivity.
Relative Humidity
Lower humidity accelerates moisture removal while protecting product quality.
Airflow Rate
Uniform airflow ensures even drying across all trays or racks.
Product Thickness
Slice thickness and loading density directly affect drying time.
Final Moisture Content
Target moisture levels vary depending on product storage requirements and shelf life.
In certain applications, drying plays an important role in controlling the physical structure of the dried product.
Key considerations include:
maintaining structural integrity during moisture removal
preventing collapse or shrinkage
preserving volatile flavour compounds
maintaining porous internal structure for rehydration
Proper dryer design and airflow distribution help achieve consistent product morphology and drying uniformity.
GTI dryers are designed to match different production scales and product requirements.
Available configurations include:
Batch Tray Dryers
Suitable for small to medium production capacities.
Rack Trolley Dryers
Ideal for large drying chambers and flexible product handling.
Continuous Drying Systems
Designed for high throughput industrial processing.
Modular Drying Chambers
Expandable systems allowing future capacity upgrades.
All systems can be equipped with:
PLC automation
humidity sensors
temperature monitoring
airflow control
data logging for process optimization
GTI Dryers is a specialised engineering company focused on industrial drying technology and process optimisation.
Engineering Expertise
Over 40 years of combined engineering experience in industrial machinery and drying systems.
Process-Focused Design
We design dryers based on product drying behaviour, not just equipment capacity.
High Energy Efficiency
Advanced heat recovery technology ensures low operating cost.
Reliable Industrial Construction
Heavy-duty components designed for long operating life and minimal maintenance.
Custom Built Solutions
Each system can be designed based on:
product type
batch capacity
drying temperature
plant layout
Global Supply Capability
Our dryers are suitable for export-oriented food processing and industrial manufacturing facilities.
If you are planning a low-temperature dehydration project, our engineering team can help determine the most suitable Heat Pump Dryer capacity and configuration.
We provide:
dryer capacity calculation
drying chamber design
process parameter recommendations
energy consumption estimates
complete technical quotations
For detailed technical information or project consultation:
Email: mktg@foodtechprojects.com
Website: www.gtidryers.com
Our team can assist with:
process feasibility evaluation
product drying trials
equipment selection
turnkey drying system implementation